Putting the
differential assembly in the case is not a big deal, but measuring for setting
the pinion depth is. The Richmond spec on the gear was 1.040. The basic idea
is to measure the depth of the bore in both the bearing cap and the center
section. The two will probably not be equal. Mine measured 1.457 in the cap
and 1.434 in the case. The difference is .023. Divide by 2 to get .0115, which
I rounded to .012. I used the .012 figure as a “correction factor”. Add .012
to the case bore depth to get 1.446, which would be the true centerline of the
bearing bore. Knowing the offset of the cap mounting face from the bearing bore
centerline, I could then measure from the cap bolt boss to the rear of the
pinion with a depth mike, then add .012 to get the true distance from the
carrier bearing centerline to the pinion. Now, I could just stack some shims,
put them on the pinion support and mount the pinion. I measured the depth and
then added or subtracted shims as necessary. I ended up having to go borrow
some. The final measure was 1.028 from the cap bolt boss to the pinion. Add
.012 and you get 1.040, the exact spec.
With the
heavy math out of the way, I set the backlash. The spec called for .008. The
trick here is to move the ring gear into the pinion using the adjusters. Use the
left adjuster (left as viewed from the pinion flange with the case in the normal
orientation) to put the final squeeze on the bearings for preload since it tends
to move the ring gear away from the pinion. Randy’s documentation says “I set
the carrier bearing preload as tight as I can with a ten or twelve inch long
spanner wrench.”. I made the spanners with twelve inch handles just for that
reason. After about 12 tries, I ended up with .008 backlash. Patience was key
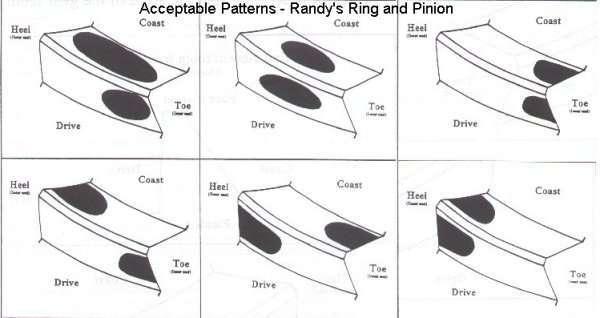
here as a small turn of the adjusters made a big difference. I then checked the
pattern and it looked like it was supposed to according to the sketches from
Randy’s.